
根据塑料的化学成分、性态和温度,通常分为热塑性塑料和热固性塑料两类。塑料焊接实际上是指热塑性塑料的焊接。随着绿色环保理念在全球工业生产中的实施,国内“国家五”正式转向“国家六”和生产成本控制。塑料作为一种性能优异的可再生非金属材料,在各行业的零部件设计和制造中得到了越来越广泛的应用。越来越多的传统金属零件被具有相同工作性能的塑料零件所取代,特别是在汽车轻量化解决方案中,塑料的应用是设计师需要考虑的。同时,对塑料零件之间的焊接连接技术和焊接质量提出了更高的要求。塑料焊接的主要工艺方法有很多。本文简要介绍了这些方法。

焊接热塑性塑料通常分为五个步骤:
①表面制备和表面制备非常重要,因为大多数成型塑料制品的表面都有一层脱模剂或污垢,焊接必须清理干净才能顺利进行。
②加热方法多种多样,也是区分不同焊接方法的主要依据。
③加压,施加压力的方法有:手动加压、压力机加压、自动夹具加压等。焊接时通常同时压花。
④扩散或焊接后,液体和液体界面建立,扩散立即进入;结晶或半结晶材料的扩散几乎瞬间完成;对于非结晶材料,如果加热温度略高于熔点,则扩散时间较长。
⑤冷却,塑料焊接的最后一步是冷却焊件和凝固接头。焊接压力必须始终保持,直到塑料焊接接头达到足够的强度和刚度来支撑整个焊件。塑料超声波焊接工艺。

塑料的超声波焊接。
热空气焊接是利用焊枪喷出的热空气或氮气加热塑料焊件和塑料焊条,使焊条填充到连接部位,加热连接表面,冷却后形成接头。热空气焊接是历史最长、应用最广泛的各种塑料焊接方法,是“通用焊接”。
超声焊塑料机。
焊接速度相对较慢,需要焊枪、焊嘴、气源和填充焊条。焊条的截面形状多种多样,如圆形、矩形、绳形和D形、直径2~8mm的B型等。
热气焊包括热气摆动焊、热气嵌入焊、热气搭接焊和热气挤塑焊。热气焊通常温度为200~400℃,流速为15~70L/min。热气焊的温度范围:聚氯乙烯210±;PP220±20;PMMA250±10;PC330±10;POM230±10.焊接试验后最终确定具体的准确温度。
热风焊接视频来源于网络
①热工具焊接是利用高温表加热连接面,使其完全软化,施加适当的压力并夹紧,冷却后实现致密连接。塑料焊接设备超声波。
②适用于热塑性材料,可焊接塑料薄膜或塑料厚板,连接速度快,一般在410s之间,接头强度高。应力可能存储在接头附近。塑料超声波焊接对塑料的要求。
③焊接型材等主要塑料件需要一定面积的加热工具,如电烙铁、加热元件、控制钢板、钢管等,需要适当的夹具。PE筐子超声波好焊接吗。
①将导电电阻材料放入焊接界面,施加焊接压力,通过电流熔化焊接界面上的塑料,熔化塑料相互湿润,混合平台扩散,消除原宏观焊接界面形成焊缝,电阳材料保存在最终焊缝中。超声波对接塑料。
②电阻植入焊设备简单,操作方便。需要一定功率的加热电源和植入电阻材料。塑胶件超声波焊接原理。
③焊接接头中残留的电阻丝与塑料不相容,降低焊接强度和耐腐蚀性。
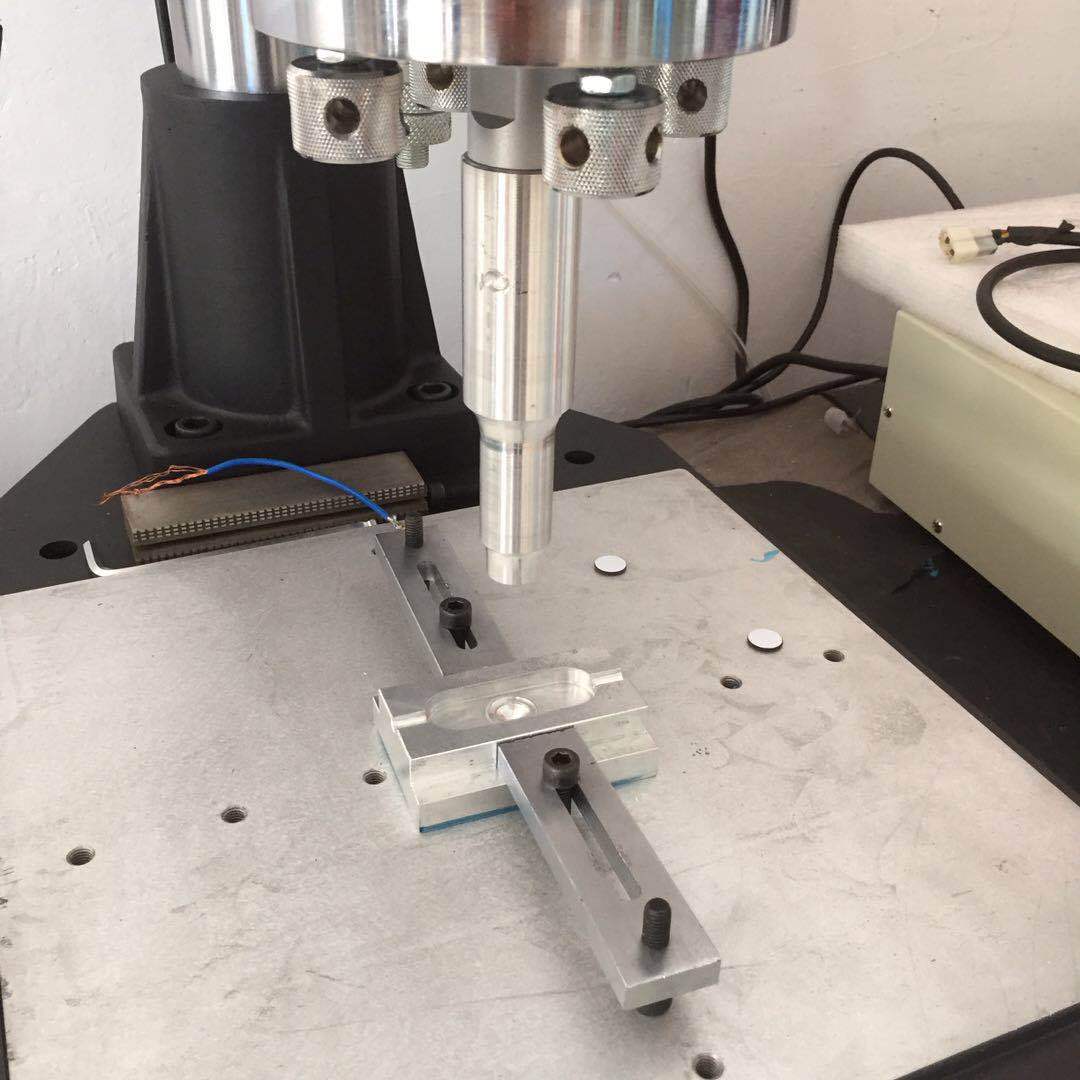
①超声波焊接是指超声波通过接触表面相互摩擦,产生的热量熔化工件表面。实现连接。
②适用于热塑性材料,接头强度高,焊接速度快,自动悬挂高,焊缝美观。
③焊件尺寸和形状有限,应用面窄,需要超声波焊接和相应的夹具。
超声复合加工。
①感应加热焊是利用电磁场加热金属插件,加热软化插件附近的塑料,冷却后形成接头。
②加热速度快的母材受影响较小。
③接头容易产生内应力,耐腐蚀性差,需要使用高频发生器、加热线圈、金属插件等。
④交变电磁场的频率一般为3~10mHz。
摩擦焊是利用连接表面相互摩擦产生的热量实现连接的方法。摩擦焊包括旋转摩擦焊、线性振动摩擦焊和搅拌摩擦焊三类。塑料产品超声波焊接。
①旋转摩擦焊,连接器以高速旋转,在轴向上施加一定的压力,两个连接器表面相互摩擦。当停止旋转时,连接器冷却并形成焊缝。适用于连接硬塑性塑料,连接速度快,连接器应接近圆柱形,需要旋转装置进行焊接。
塑料袋焊接机。
②线性振动焊摩擦焊,又称振动焊,采用0.5~5MPa的焊接压力压紧塔焊件,然后在夹具的驱动下,一侧焊件的振幅约为1mm,频率约为100~500Hz,在平行于焊接界面的方向振动,在摩擦和粘性切应力的作用下,焊接界面的温度逐渐升高到塑料熔点以上,熔化塑料被挤出,振动停止。熔融焊缝在压力下凝固。大型塑料焊件可焊接超声波焊,焊件形状有限,需要特殊的振动焊接设备。
超声波塑焊接机。
③搅拌摩擦焊是一种利用轴摩擦产生的热量使焊缝塑料进入塑性流动状态,用搅拌针搅拌焊缝进入塑性状态,消除原焊接界面,形成焊缝的焊接方法。只能用于热塑性塑料的焊接拥抱,主要适用于大厚板、变形小、设备原理简单、可靠性高、批量生产、焊接精度和外观质量相对较低的场合。需要专用设备和复杂的工装夹具。
①溶剂焊接是当溶剂完全耗尽和蒸发时,用溶剂软化非结晶热塑性塑料;它通过焊接塑料的溶解实现连接。超声波焊接塑料持证。
②当接头中含有一定量的母材成分时,强度较高,溶剂应填充连接区域的间隙。该方法不能用于PE、PP、氟塑料等。超声波塑料。
③接头强度可达母材强度,所需焊接设备简单,操作简单,成本低。塑料盒焊接机。
④焊接速度慢,蒸发时间长,部分溶剂有毒,对人体有害,注意保护。
⑤所用工具主要包括:注射针、擦试工具、浸泡容器等;夹具、干燥装置、溶剂回收装置等。
最常用的激光焊接形式称为激光透射焊接。首先,将两个待焊塑料零件加压夹在一起,然后将一束短波红外区域的激光定向待粘接部位。激光束通过上层透光材料被下层材料吸收,激光能量被吸收后转化为热能,因为两层材料被压在一起。热能从吸收层传递到透光层,使两层材料熔化并结合。
①激光焊接是利用原子水平上激光光子能转化为热能的原理进行焊接的方法。激光光子可以被塑料中大量的碳原子亚接吸收,塑料从表面熔化,然后加压冷却形成焊缝。
②焊接速度快,焊接装置与塑料无接触,可焊接难以接近的部位。
③近年来,随着国内激光设备企业的兴起和设备价格的逐步缓解,得到了广泛的应用。
盈云光电作为山东激光塑料焊接设备生产厂家,生产的塑料激光焊接设备主要应用于汽车后尾灯、车载摄像头、汽车胎压监测计、医用流体器件、微流体器件、液冷灯等产品领域的塑料激光焊接工作,盈云光电激光塑料焊接设备,厂家价格,欢迎来电:0531-88698207
④常用激光功率一般为50W/mm²,常用激光器:CO2激光器;YAG激光器;二极管激光器;2μ激光器。
塑料焊接应用广泛,特别是激光焊接工艺,激光焊接工艺树脂降解少,碎片少,焊接工艺非接触,无污染,激光焊接机械应力和热应力小于其他连接方式,特别适用于鼠标、移动电话、连接器件等加工精密电子元件,以及需要以更清洁的方式熔化的复杂部件。以下是超声焊接应用和激光焊接应用的图片,收集不是很全面。欢迎分享相关案例图片。超声波塑料薄膜焊接频率选择。
注塑件超声波焊接。
超声焊接应用塑料件超声波焊接的技术要求。
汽车燃油系统塑料零件焊接
焊接电子芯片
汽车仪表板塑料零件焊接超声加工的应用。
塑料焊接胶。
医疗行业微控流部件焊接
焊接汽车尾灯
塑料激光焊接机样品
医疗注射针焊接
超声加工。
车尾灯焊接
焊接血液分析仪




 0531-88698207
0531-88698207
 点击咨询
点击咨询 