
塑料件焊接技术-超声波焊接
随着工业生产的快速发展,塑料广泛应用于国民经济和人民生活的各个领域,具有重量轻、比强度高、耐腐蚀、易加工等优点。然而,由于加工工艺等原因,许多结构复杂的产品不能一次加工成型,需要将多个部件无缝连接在一起。一般有两种方法:粘接和焊接。一般来说,粘接工艺生产效率低,粘合剂有毒,容易造成环境污染,危害生产人员健康。因此,塑料焊接工艺得到了越来越广泛的应用。
超声波焊接装置是将当前50/60Hz的电频转换为20KHz或40KHz的电能高频电能,通过电晶功能设备提供给转换器。转换器将电能转换为超声波机械振动能,调压装置负责将转换后的机械能传输到超声波焊机的焊头。焊头是将机械振动能直接传输到需要压合产品的声学装置。振动通过焊接工作部件到粘合表面振动摩擦产生热能熔化塑料,当熔化材料到达介面时停止振动,短期保持压力可使熔化表面固化产生强分子键,整个周期通常不到一秒,但焊接强度接近连接材料!

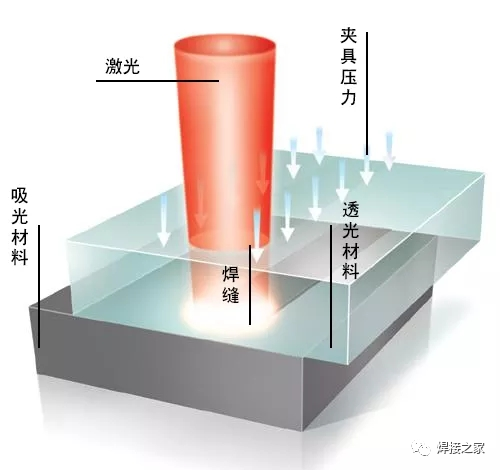
在实际生产过程中,并非所有塑料材料都可以焊接。激光焊接的塑料属于热塑性塑料。只有具有相同或相似分子结构的热塑性塑料才能焊接。焊接表面是分子之间的化学结合。因此,母材越相似,焊接效果越好。下图是一些常见的塑料焊接相容性比较。为了获得更好的焊接效果,还需要考虑影响焊接质量的因素。压力、时间、吸热量(熔融量)是保证焊接质量的三要素。塑料激光焊接对塑料的要求。
对焊接表面施加适当的压力,焊接材料将从弹性向塑性过渡,促进分子相互扩散,挤压焊缝中的残余空气,从而提高焊接表面的密封性能。硅胶和硅胶怎么焊接。
有适当的热熔时间和足够的冷却时间。当热功率一定时,时间不足会出现虚拟焊接,时间过长会导致焊件变形,熔渣溢出,有时在非焊接部位出现热点(变色)。焊接表面必须吸收足够的热量,以达到完全熔化的状态,以确保分子之间的完全扩散和融合,并确保足够的冷却时间使焊缝达到足够的强度。什么塑料材料可以激光焊接。
只有协调和调整热熔时间和热功率,才能达到最合适的熔融量,保证足够的分子间融合,消除虚焊现象。除了焊接设备和操作人员的技能水平外,塑料内外的各种因素对焊接质量有一定的影响,应引起重视。
塑料吸湿性
如果焊接潮湿的塑料制品,加热后含水会变成蒸汽,在焊接表面产生气泡,从而削弱焊接表面的密封性能。更严重的吸湿材料是PA、ABS、PMMA等。焊接前必须对用这些材料制成的产品进行干燥。
塑料中的填料
如玻璃纤维、滑石粉、云母等。,它们改变了材料的物理特性。塑料中填料的含量与塑料的可焊性和焊接质量密切相关。填料含量低于20%的塑料可以正常焊接,无需特殊处理。当填料含量超过30%时,由于表面塑料比例不足,分子间融合不足,密封性会降低。
激光塑料焊接技术。
焊接表面必须清洁无杂质,以确保足够的焊接强度和气密性。
除了影响焊接效果的不利因素外,还应根据材料类型、产品形状和成本采用适当的焊接方法。根据所采用的不同加热软化方法,塑料焊接方法可分为外加热源软化、机械运动软化、类型软化和电磁软化。
塑料激光焊接用什么激光器。
超声塑料焊机是在塑料焊接领域开发设计的超声塑料焊接设备,业内简称超声塑料焊机。超声波焊接设备是焊接成熟塑料制品的高科技技术,各种成熟塑料部件可采用超声波焊接处理,焊接塑料制品,不添加任何粘合剂、填料或溶剂,也不消耗大量热源,操作简单,焊接速度快,焊接强度高,生产效率高。因此,超声波焊接技术的应用越来越广泛。
超声焊机焊接优点:
1:焊接速度快,焊接强度高,密封性好;调温塑料焊枪使用方法。
2:取代传统的焊接/粘接工艺,成本低,清洁无污染,不损坏工件;塑料焊接激光器。
3:焊接时间短,无任何助焊剂、气体、焊料。塑料件激光焊接原理。
4:焊接过程稳定,所有焊接参数都可以通过软件系统进行跟踪和监控,一旦发现故障,就很容易消除和维护。塑料薄膜焊接方法视频。
激光对焊塑料。
1、焊接:指广义熔化两种热塑性塑料产品的过程。当超声波停止振动时,固体材料熔化并完成焊接。接头强度接近整个连接材料。只要产品的接头表面设计匹配,完全密封就没有问题。苏州塑料激光焊接机厂家。
2、光盘:熔化机械锁形成不同材料的塑料螺栓。
3、嵌入:将金属无件嵌入塑料制品的预留孔中。它具有强度高、成型周期短、安装速度快的优点,类似于模具设计中的零件。
4、弯曲/生成:超声波熔化附件的一部分,然后形成塑料突出部分或塑料管或其他挤压附件。这种方法的优点是处理速度快,内压小,外观好,克服材料的性质。
5、点焊:点焊是对两个没有预留或能源控制的热塑料组件的局部焊接。点焊还可以产生强大的附着力结构,特别适用于一些大型附件、突出的塑料片或浇注的热塑料和结构复杂、难以进入接头表面的产品。
6、剪切:切割和密封一些有序和无序的热塑料材料的超声波工艺。密封边缘不开裂,无毛边、卷边。
7、密封:超声波也可用于纺织品和一些胶片的密封。它可以压紧胶片,也可以整洁地剪切和密封纺织品。缝合也起着装饰的作用。
1、注塑过程中有波动,如注塑时间短/注塑量不足、翘曲、部分收缩、模穴等。
当注塑时间短/注塑量不足时,塑料未能完全填充模腔。在这种情况下,焊接表面存在不完整的风险,可能导致焊接强度降低和密封不足。注塑时间短也可能导致材料中的间隙,间隙容易产生裂纹,导致产品故障。
零件的翘曲和收缩会直接影响产品的焊缝尺寸和形状。如果翘曲较小,上下部件的焊缝可以通过压紧产品完全接触,这有助于使焊接表面正常化。但如果翘曲过大,则需要熔化更多的材料,以实现一圈焊缝的完全熔化。这将导致零件上焊缝焊接强度的差异和外观问题。
不同模具孔的差异和磨损。如果焊接结果不稳定,只发生在模具生产的零件上,模具可能会磨损。不同模具孔生产的零件尺寸差约为80mmX80mm。通常,客户对零件尺寸的质量控制较弱。
二保焊如何练手稳。
治具的损失。焊头磨损会导致超声波塑料焊接的焊接性能差异。热板、热铆接等接触式塑料焊接。材料残留物会积聚在热板上,导致焊接性能差异。随着时间的推移,熔化材料粘附在热板上,残留物可能会积累。通常,当加热板在高温下运行并涂上高温不粘涂层时,残留物会在没有任何问题的情况下迅速燃烧。然而,在低温应用中,这种残留物的积累可能会使降解材料进入焊缝,阻碍零件与热板之间的直接接触和热传递。塑料件激光焊接机。
支持和定位。检查下夹具是否对零件无支撑,或支撑不良部件,确保上下夹具的相对水平和对中。支撑和定位对于实现高强度焊接和精确组装至关重要。焊接强度、虚焊、泄漏不均匀,通常是由于焊缝以下支撑不足造成的。因此,无论是超声波、热板、振动、红外、热气和激光塑料焊接工艺,都需要反复确认所有焊缝下方都有很强的支撑。
有时,由于零件的特点,焊筋下方应留有间隙,间隙尺寸应小于3mm。当间隙较大时,需要进行测试和验证。间隙不应对焊缝产生重大影响。pP塑料焊接。
通过检查和评估上述潜在问题,可以帮助您识别焊接性能差异的原因。
盈云光电作为山东激光塑料焊接设备生产厂家,生产的塑料激光焊接设备主要应用于汽车后尾灯、车载摄像头、汽车胎压监测计、医用流体器件、微流体器件、液冷灯等产品领域的塑料激光焊接工作,盈云光电激光塑料焊接设备,厂家价格,欢迎来电:0531-88698207
它可能是最简单的塑料焊接技术,但这种方法特别适用于需要大面积焊接表面的大型塑料零件的焊接。一般来说,需要焊接的两个平面通过平面电加热板熔化软化,然后迅速将电加热板合并到两个平面,并加强到冷却。该方法焊接装置简单,焊接强度高,产品和焊接部件的形状设计相对容易。无缝焊接门窗3年后缺陷。
但热板产生的热量软化产品,周期长;熔融树脂粘附在电热板上,不易清洗(F4可减少),杂质影响粘接强度,严格控制压力和时间,保证适当的熔化;当不同类型的树脂或金属与树脂连接时,强度不足。
当热空气流直接吹向接缝区域时,接缝区域和与母材相同材料的填充焊丝熔化。焊缝是通过填充材料和焊接塑料熔化而形成的。该焊接方法焊接设备重量轻,易于携带,但对操作人员的焊接技能要求较高。
这两种技术主要用于连接较小厚度的塑料薄膜的焊接。这两种方法相似,都是用热棒或镍铬丝产生的瞬时热压在一起焊接。医疗管激光焊接。
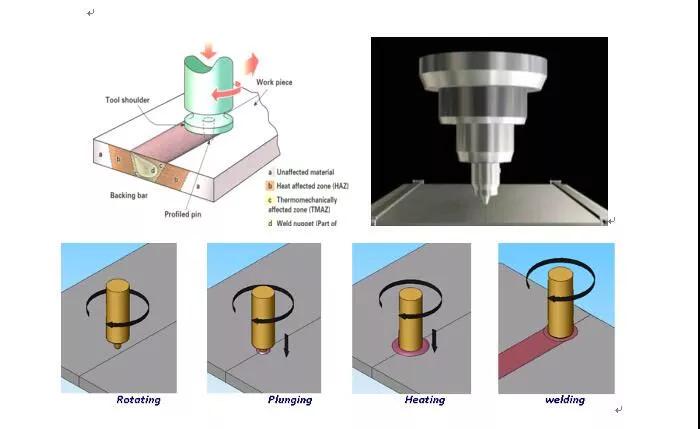
按运动轨道可分为直线型和旋转型
直线型可用于直线焊接和平面焊接,旋转型可用于圆形焊接。摩擦过程中产生的摩擦热使接触部分的塑料熔化软化,固定到凝结牢固。塑料激光焊接怎么评价焊接强度。
“材料界”(微信号:Material-World)
微信微信官方账号是最有影响力、最受欢迎的新材料之一!塑料焊接方法有哪些。




 0531-88698207
0531-88698207
 点击咨询
点击咨询 