
什么塑料材料可以激光焊接。
塑料激光焊接定义:
随着绿色环保理念在全球工业生产中的实施和生产成本控制的考虑,塑料作为一种性能优良的可再生非金属材料,在各行业的零部件设计和制造中得到了越来越广泛的应用。传统的金属零件越来越被具有相同工作性能的塑料零件所取代,对塑料零件之间的焊接连接技术和焊接质量也提出了更高的要求。这些变化为激光焊接技术在塑料材料领域的应用提供了机遇。塑料激光焊接对塑料的要求。
超声波焊接方法通过机械高频振动形成接缝。待组件夹在振荡焊头和固定焊头之间,然后与接触面直角,接受频率为20~超声振动40KHz。交替高频应力在接缝界面产生热量,从而形成高质量的焊接。
这个过程的工具非常昂贵,所以适合在生产量大的时候使用。应用领域包括阀门和筛查程序、盒子、汽车部件、真空吸尘器外壳等。用于焊接多头机上的医疗设备。
热塑性塑料摩擦焊接(又称“旋转焊接”)的原理与金属焊接相同。在这种焊接过程中,固定一个基板,另一个基板以控制的角度旋转。当零件压在一起时,摩擦热会导致聚合物熔化,并在冷却后形成焊接。摩擦焊接可产生优良的焊接质量,焊接工艺简单,重复性强,只适用于至少一个圆形零件,不需要角度对齐的应用领域。
振动焊接也被称为线性摩擦焊接。两个热塑性部件在适当的压力、频率和振幅下相互摩擦,直到产生足够的热量熔化聚合物。振动停止后,零件相互对齐,熔化的聚合物固化后形成焊接。
该焊接工艺的主要优点是可以高速焊接大型复杂的线性部件。其他优点包括:可同时焊接多个部件,焊接工具简单,几乎所有热塑性材料都可以焊接,主要用于汽车和家用电器行业。激光对焊塑料。
对于塑料接头,热板焊接是最简单的批量生产技术。高温热板夹在待接头的表面之间,直到软化为止。此时,取出热板,在控制压力下粘合两个表面,保持一段特定的时间。然后冷却熔融表面并形成焊接。焊接工具或加热部件配备内置电加热器,以避免塑料粘附在焊接工具上。塑胶激光焊接技术。
这种焊接工艺用于各种日用品,如吸尘器外壳、洗衣机和洗碗机部件、制动液油箱、后灯、指示灯等汽车部件。热板焊接的缺点是焊接速度慢。
盈云光电作为山东激光塑料焊接设备生产厂家,生产的塑料激光焊接设备主要应用于汽车后尾灯、车载摄像头、汽车胎压监测计、医用流体器件、微流体器件、液冷灯等产品领域的塑料激光焊接工作,盈云光电激光塑料焊接设备,厂家价格,欢迎来电:0531-88698207
热塑性塑料基材和热塑性塑料焊条采用加热气流(通常是空气)进行加热和熔化。焊缝在基材和焊条熔化后形成。为保证有效焊接,必须在焊条上施加适当的温度和压力,并保证适当的焊接速度和焊枪位置。主要用途包括化学品储存容器、通风管道、汽车保险杠等注塑件的维护。氮用于聚乙烯等氧敏材料;氧形成更高的焊接强度。塑料激光焊机。
这种焊接方法的主要优点是可以焊接大型复杂的零件,但焊接速度慢,焊接质量完全取决于焊工的技能。
在植入焊接中,首先将金属嵌件夹在待接头部件之间,然后通过感应或电阻加热。当使用电阻焊接时,需要沿接头放置电线,将电流传输到植入部件;在使用感应焊接时不需要这种方法。植入焊接方法已用于焊接大型部件的复杂接头,包括汽车保险杠、电动汽车和游艇外壳。塑料焊接方法有哪些。
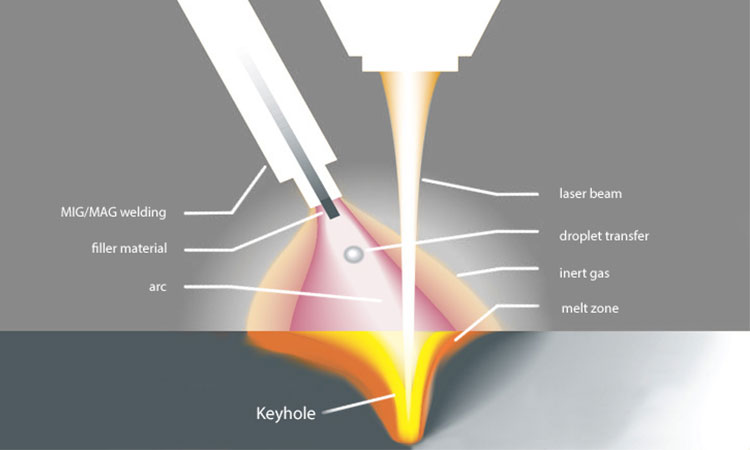
最常用的激光焊接形式称为激光透射焊接。首先将两个待焊塑料零件加压夹在一起,然后将一束短波红外激光定向待粘接部位。
图1塑料激光焊接的基本原理
由于两层材料被压在一起,激光束被上层透光材料吸收,然后被下层材料吸收。热能从吸收层传递到透光层,使两层材料熔化并结合。激光焊接时慢反射原理。
塑料件激光焊接起泡怎么处理。
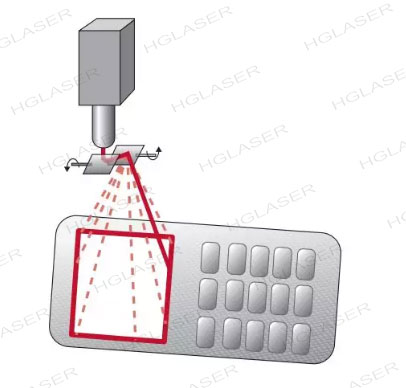
图2塑料激光焊接工艺示意图
同时,由于材料本身的热膨胀和膨胀,产生内部压力。内部压力和外部压力的共同作用确保了两部分的坚固焊接。图1、图2直观地说明了塑料激光焊接的原理和工艺。
在实际应用中,塑料激光焊接有几种不同的焊接工艺:顺序周线焊接:激光沿塑料焊接层轮廓线移动熔化,逐渐粘合塑料层;或沿固定激光束移动夹层,达到焊接目的。同步焊接:来自多个二极管激光器的激光束通过光学元件进行整形。激光束沿焊接层轮廓线引导,在焊缝处产生热量,使整个轮廓线同时熔化粘结。扫描焊接:扫描焊接也被称为准同步焊接,扫描焊接技术结合了上述顺序周线焊接和同步焊接两种焊接技术。利用反射镜产生10米/秒的高速激光束,沿待焊接部位移动,使整个焊接部位逐渐加热熔合。辐射掩膜焊接:激光束通过模板定位,熔化并粘合塑料。模板只暴露下塑料层上面积的小精确焊接部分。激光束只加热产品上未覆盖的部分。该技术可实现低至10微米的高精度焊接。塑料的焊接有哪些特点。
二极管激光器或半导体激光器常用于塑料焊接过程中。光束在近红外区域,光束波长400~1,100μm,激光束可以通过光纤传输,可以被大多数塑料吸收。激光焊接系统紧凑,激光也能达到更高的功率水平。可根据特殊要求设计激光波长。半导体激光器的波长一般为808~980μm。投资成本低、体积小、效率高的半导体激光器。激光焊扫描速度是什么意思。
热塑性塑料包括无定形塑料和半晶塑料。能被激光焊接的塑料均为热塑性塑料。理论上,所有热塑性塑料都可以用激光焊接。塑料激光焊接技术对焊接塑料的要求为:热作用区内的材料需要良好的激光波吸收;不属于热作用区的材料需要良好的光波渗透性,特别是在两个薄塑料部件的叠加焊接中。一般来说,在向热作用区的塑料中添加吸收剂可以达到目的。
吸收剂的应用是塑料激光焊接过程中一个非常重要的过程。塑料激光焊接的本质是熔化热作用区的待焊塑料,然后冷却,自然实现塑料部件的连接。塑料熔化需要吸收足够的激光能量。激光焊优点。
一般来说,理想的吸收剂是碳黑。碳黑基本上可以吸收红外波长的所有激光能量,从而大大提高塑料的热吸收效果,使热作用区的材料融化得更快、更好。一些其他颜色的染料也能起到同样的吸收光波的作用。
添加吸收剂的方法有三种:一种是将吸收剂直接渗入待焊接材料中,将渗透吸收剂的塑料部件放在下面,将无渗透吸收剂的塑料部件放在上面,使激光光波通过;二是将吸收剂渗入塑料部件的表面,使部分渗透吸收剂的塑料成为热作用区并熔化;第三,在两个待焊接塑料部件的接触处喷涂或打印吸收剂。
与金属焊接不同,塑料激光焊接所需的激光功率并不是越大越好。焊接激光功率越大,塑料部件上的热区越大,越深,会导致材料过热、变形甚至损坏。激光功率应根据需要熔化的深度进行选择。
塑料激光焊接速度快,一般1mm厚焊缝焊接速度可达20m/min;采用高功率CO2激光焊接塑料薄膜,最高速度可达750m/min。
激光焊接是利用高能密度激光束作为热源的高效精密焊接方法。激光焊接是激光材料加工技术应用的重要方面之一。20世纪70年代,主要用于焊接薄壁材料和低速焊接。焊接过程为热传导型,即激光辐射加热工件表面,通过热传导向内扩散表面热量,通过控制激光脉冲的宽度、能量、峰值功率和重复频率,熔化工件,形成特定的熔池。由于其独特的优点,已成功应用于微小零件的精密焊接。与传统塑料焊接工艺相比,激光焊接具有焊接强度高、加热冷却速度快、热影响小、焊接应力和变形小、非接触加工、焊接部件无外力、焊接困难、焊接工艺稳定、焊接表面和内部质量好、性能高、真空、空气和气体环境、玻璃或光束透明材料等优点。塑料激光焊接和超声波焊接。
Phonak阻垢器
针头防护产品
1)非接触焊接,与待焊工件无物理接触,热塑性塑料无化学反应,可在工业环境中运行,适用于需要卫生和安全的医疗和食品行业。医疗行业主要用于注射系统、医疗电子设备、各种人工移植和出口产品。
2)可调节激光束的形状和尺寸,以控制热影响区和接头区的尺寸,具有较高的自由度和良好的灵活性。焊接部件的尺寸和形状不受限制,可实现二维甚至三维焊接,为定制部件的多样化生产提供了基础。塑料激光焊接的应用。
3)焊接速度快,焊缝强度高,无飞边,无残渣,能保证焊接区域的良好外观。相关数据显示,对于普通乘用车来说,非金属材料的重量约占1/3,而一些车型的重量较大,而塑料是四种非金属材料之一。高档汽车保险杠采用塑料激光焊接,可达到两全其美的强度和外观。其他激光焊接,如汽车滤清器、气液分离器、汽车仪表盘外壳、电子开门器、变速箱等,都能起到很好的效果。
激光焊接塑料常见问题。
图:激光焊接工艺已应用于HYUNDAI顶级旗舰车型GENESIS、Equs等部分车型尾灯。欧卡德塑料激光焊接机。
4)精密牢固,不透气,不漏水,可大大降低热应力和振动应力,最适合精密电子元件和易损坏的元件。
每天搜索APP也会更新哦海宾斯塑料激光焊接机。




 0531-88698207
0531-88698207
 点击咨询
点击咨询 